

















Header pipe punching machine
The Header Punch Machine automatically indexes to create up to 40 slot pairs on a pipe (max 40 panels). The pipe is cut with 2 specially shaped rectangular slots per panel. Internal support prevents deformation during punching. Cycle time per punch: ~6 seconds.

Assembly Fixture
The Horizontal Assembly Fixture aids in assembling radiator panels to header pipes. Panels are placed in a rack fixture at the Automated Stacking Machine and then into the fixture. One end is manually adjusted for length, while the other end uses a hydraulic press to hold and position for tack welding.
Flange welding table
The powered flange-mount fixture is designed to accurately align mounting flanges on the radiator centerline. With powered adjustments for panel length and assembly depth, it allows quick reconfiguration for production changes. Servo motor positioning ensures precise assemblies.

Turn over table for assembling welding
The powered turnover fixture is designed to turnover the radiator elements for the radiator assembly, after welding the header pipe from one side, then turnover the radiator to weld another side.
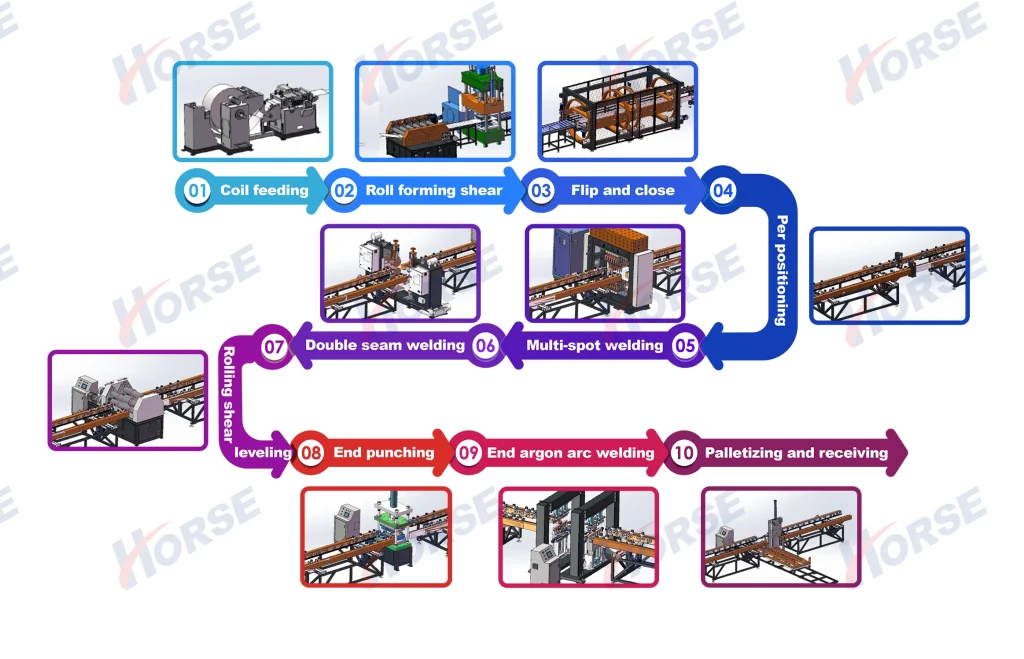
Trintfar Horse Transformer Radiator Fin Production Line meets international standards and offers a more economical and competitive price.
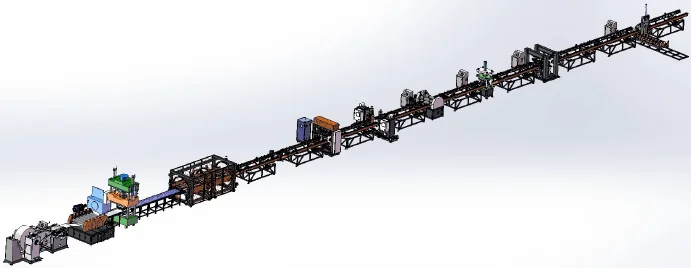
Fully Automatic Transformer Radiator Fin Production LineLayout Diagram
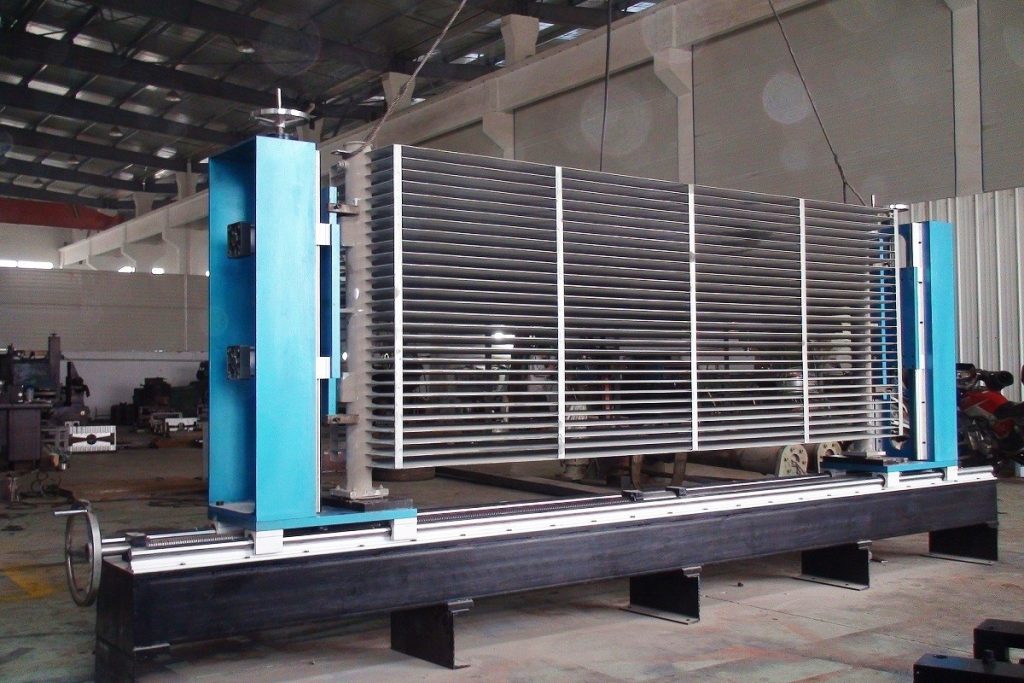
Production Results

Equipment Configuration List
| No | Name | Model | Qty | Unit |
| 1 | Automatic unwinding machine | FJJ-0-0 | 1 | Set |
| 2 | Rolling forming shearing machine | CXJ-0-0 | 1 | Set |
| 3 | Turning and assembling machine | FZJ-0-0 | 1 | Set |
| 4 | Double-head pre-spot welding machine | DN60-2C | 1 | Unit |
| 5 | Gantry 12-head spot welding machine | LM-12C | 1 | Unit |
| 6 | Double-side seam welding machine | 2*FVM160-2C | 1 | Unit |
| 7 | Rolling and leveling machine | JPJ-0-0 | 1 | Unit |
| 8 | End punching machine | CQJ-0-0 | 1 | Unit |
| 9 | End argon arc welding machine | YHH-4C | 2 | Unit |
| 10 | Finished product stacking machine | MDJ-0-0 | 1 | Unit |
| 11 | Conveyor rack | SSJ-0-0 | 10 | Unit |
Control system List
| Pneumatics | Airtac |
| Control | Mitsubishi or Siemens |
| Servo Systems | Yaskawa |
| Linear Bearings & Actuators | THK |
| Hydraulic | Yuci |
| Electrical | Schneider, Siemens |