







-1024x516.webp)













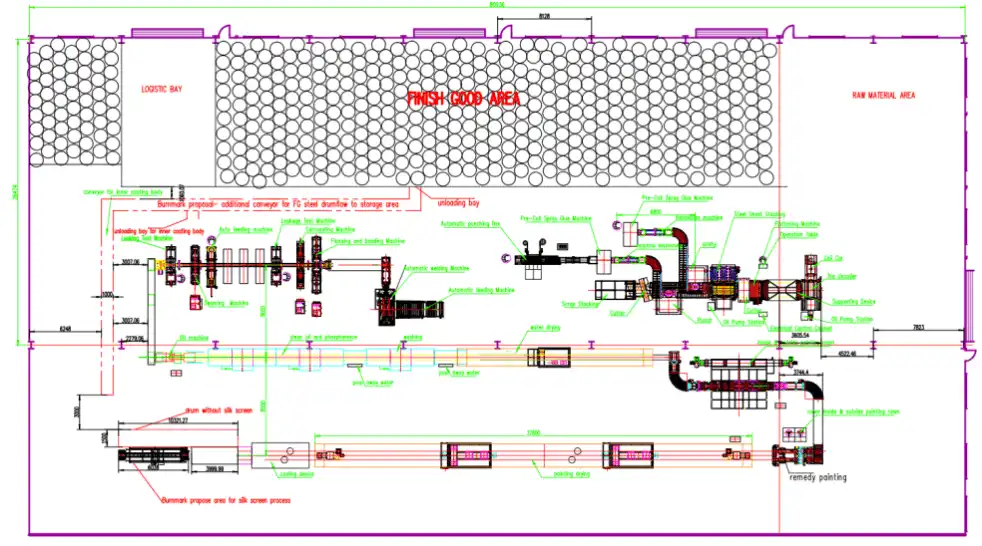
Steel Drum Production Line Layout Diagram
Production Results


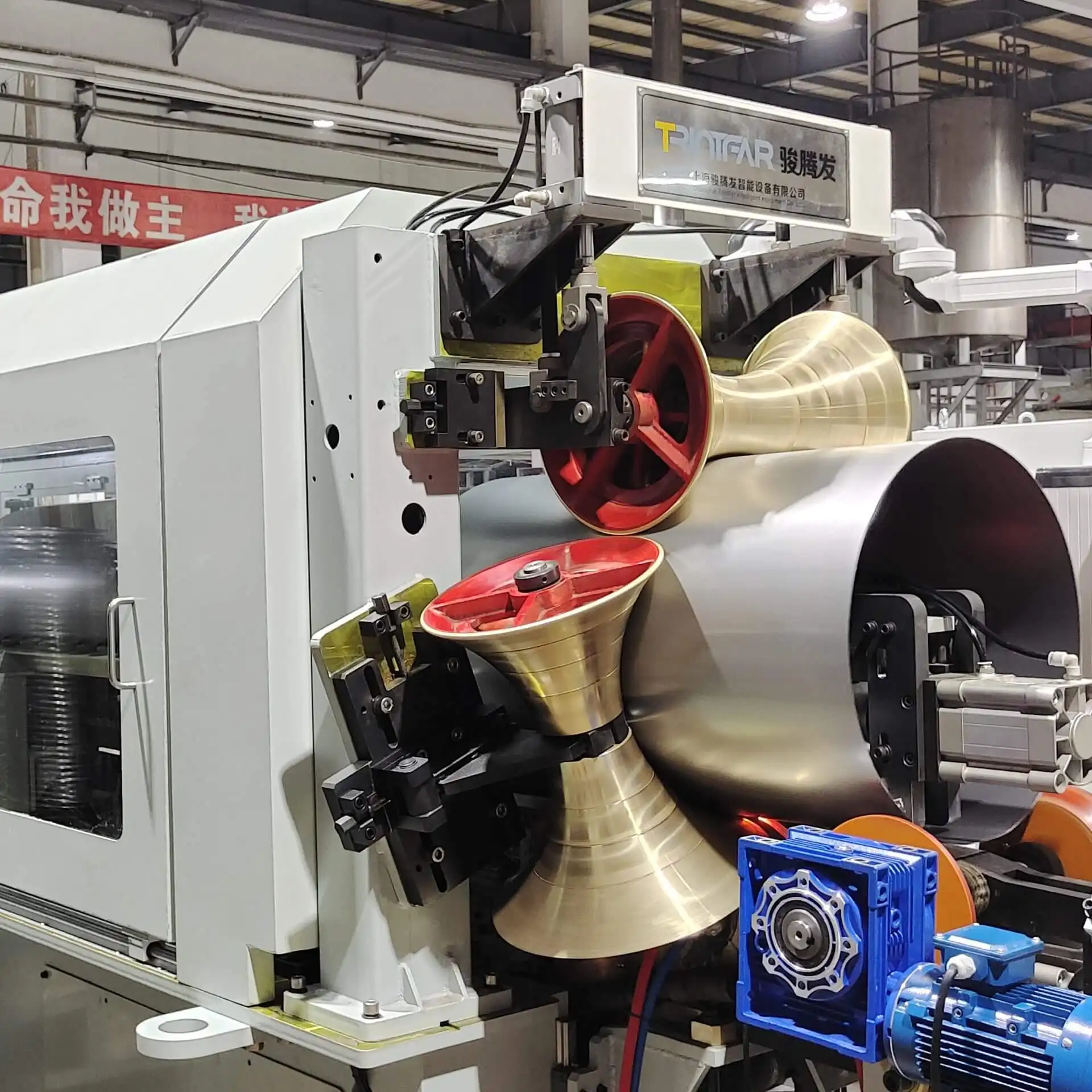
Welding Method:
This equipment uses a roll seam welding method, with electrodes in the form of cylindrical rollers. The width of the electrode is greater than the overlapping section of the steel plate, allowing control over the thickness of the joint. During the welding process, a higher electrode pressure and continuous welding current are applied. By controlling welding parameters such as electrode pressure, welding current, and welding time, stable welding quality can be achieved. The machine is capable of performing the seam welding process on longitudinal seams of metal drums with diameters ranging from 516mm (for conical drums) to 571.5mm.
| Drum Ends Production Line | |||||
| SN. | Model No. | Name | Unit | Quantity | Note |
| 1 | ST2311.00B | Up-Coil cart | set | 1 | Hydraulic drive |
| 2 | STK2010.01.00C | Uncoiling Unit | Set | 1 | Hydraulic drive;frequency control of motor speed |
| 3 | STK1213100 | 9 rollers leveler and Measurement facility | Set | 1 | servo control |
| 4 | ST1319.00 | Conveyer from leveler to press machine\ Scrap Sheet-cutting Machine | Set | 1 | |
| 5 | JD21-160 | Cover Pressing Machine | Set | 2 | 160 Ton |
| 6 | MJ571.5 | Mold for cover and bottom | Set | 2 | |
| 7 | ST1318.00 | Conveyer for cover to pre-coil and spry glue machine | Set | 2 | Include conveyer and stacking |
| 8 | YJX200900 | pre-coil and spry glue machine | Set | 2 | PLC control; |
| 9 | St-1001 | Auto stacking for drum lids | Set | 2 | |
| 10 | Q11-2000 | Scrap Sheet-cutting Machine | Set | 1 | 3*2000mm |
| 11 | KJKZ2011.00 | Electric control box | Set | 1 | |
| 12 | KJ2011.02.00 | Hydraulic station | Set | 1 | |
| Automatic punching 2′& 3/4′ hole and locking 2′& 3/4′ Closure | |||
| SN. | Name | Unit | Quantity |
| 1 | Deep throat power 63 Ton press | Set | 2 |
| 2 | Double Pressing mold | Set | 1 |
| 3 | Double Locking mold | Set | 1 |
| 4 | Auto transport line for cover | Set | 1 |
| 5 | Electric control system | Set | 1 |
| Cut to Length Line (for drum body) | |||||
| SN. | Model No. | Name | Unit | Quantity | Note |
| 1 | ST2311.00B | Up-Coil cart | set | 1 | Hydraulic drive |
| 2 | STK2010.01.00C | Uncoil Unite | Set | 1 | Hydraulic drive |
| 3 | STK1213100 | 9 rollers leveler machine | Set | 1 | Frequency adjust speed |
| 4 | STK1213200 | Measurement facility | Set | 1 | servo motor |
| 5 | Q11-1500 | Sheet-Cutting Machine | Set | 1 | 3*1500mm |
| 6 | KJKZ2011 | Electric control box | Set | 1 | |
| 7 | KJ2011.02.00 | Hydraulic station | Set | 1 | |
| Steel Drum Body Production Line | |||||
| SN. | Model No. | Name | Unit | Quantity | Note |
| 1 | KJJQ.00 | Conveyer | Cutting line | ||
| 2 | FHJ-250-2 | Auto-welder machine | Set | 1 | Three-phase medium frequency inverter |
| 3 | YP-line201 | Welding line rolling compaction and Cut out the tongue of iron | Set | 2 | |
| 4 | STG2201.00 | Extrusion flange machine | Set | 1 | Includes Multi working-step Chain and electric control hydraulic control |
| 5 | STG2203.00 | Beading machine | Set | 1 | Includes Multi working-step Chain and electric control hydraulic control |
| 6 | STG2202. 00 | Corrugating machine | Set | 1 | Includes Multi working-step Chain and electric control hydraulic control |
| 7 | STG1005.00 | welding line Leakage test machine | Set | 1 | Includes Multi working-step Chain and electric control hydraulic control |
| 8 | ST2204.05.00 | Auto feeding for drum ends | Set | 1 | Includes Multi working-step Chain and electric control |
| 9 | ST2204.00X | Seaming machine | Set | 1 | Includes Multi working-step Chain and electric control hydraulic control |
| 10 | STG1005.00 | Leakage test machine | Set | 1 | |
| Rear Treatment (Wash, Drying, Painting System, Etc.) | ||||
| SN. | Name | Unit | Quantity | Note |
| 1 | Lift machine | Set | 1 | |
| 2 | Washing, cleaning and transport | Set | 1 | |
| 3 | Drying and transport | Set | 1 | |
| 4 | Turning machine | set | 2 | |
| 5 | Painting room(outside) | set | 2 | 3 colors |
| 6 | Front distributor | Set | 2 | |
| 7 | Vertical three channel drying equipment | Set | 1 | (outside) |
| 8 | Cooling | Set | 1 | |
| 9 | Rear distributor | Set | 1 | |